What do you want to Enquire about?
About Us
Manufacturing and supplying of a comprehensive range of Induction Heating Equipments and its allied products such as Induction Heating Coils, induction heating machine on rent, induction heating power supply, spares for induction heating.
View more
Our Leadership Team

Mr. Jayesh Shah
Business Head
Products & Services
Induction Brazing Equipment
Product Detail

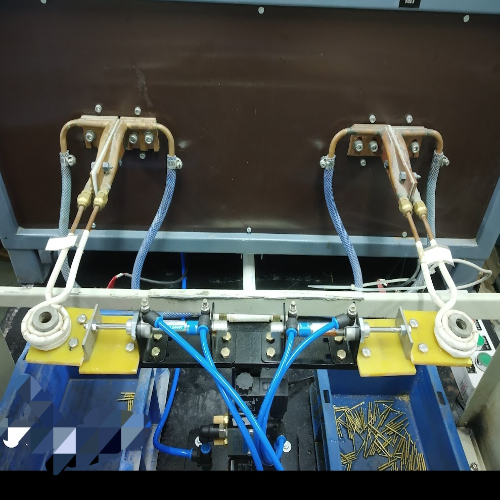
Induction Brazing Equipment
Induction brazing is a process in which two or more materials are joined together by a filler metal that has a lower melting point than the base materials using induction heating.
In induction heating, usually ferrous materials are heated rapidly from the electromagnetic field that is created by the alternating current from an induction coil.
There are specific reasons to use induction heating for industrial brazing.
Selective heating : Induction heating can be targeted to provide heat to very small areas within tight production tolerances. Only those areas of the part in close proximity to the joint are heated; the rest of the part is not affected. Since there is no direct contact with the part, there is no opportunity for breakage.
Better quality joints : Induction heating produces clean, leak proof joints by preventing the filler from flowing in areas that it shouldn't flow. This ability to create clean and controllable joints is one of the reasons that induction brazing is being used extensively for high-precision, high-reliability applications.
Reduced oxidation and cleaning : Brazing with induction reduces both oxidation and costly cleaning requirements, especially when a rapid cool-down cycle is used.
Fast heating cycles : Because the induction heating cycle is very short in comparison to flame brazing
Consistent results : Induction brazing is a very repeatable process because variables such as time, temperature, alloy, fixturing, and part positioning are very controllable.
+ Show more
- Show less
Specifications



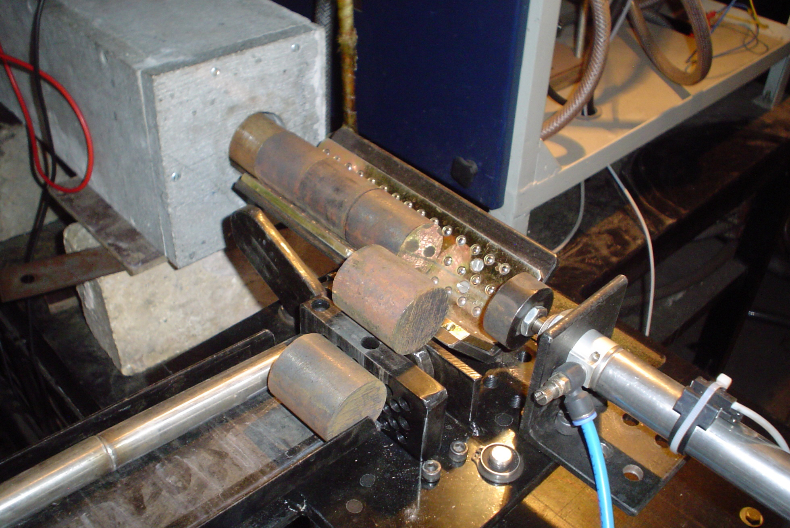
Induction Forging Equipment
Product Detail


Induction Forging Equipment
Induction forging refers to the use of an induction heater to pre-heat metals prior to deformation using a press or hammer.
Typically metals are heated to between 1,100 and 1,200 °C to give required shape in the forging die
Advantages :
- Process controllability – Unlike a traditional gas furnace the induction system requires no pre-heat cycle or controlled shutdown. The heat is available on demand. In addition to the benefits of rapid availability in the event of a downstream interruption to production the power can be switched off thus saving energy and reducing scaling on the components.
- Energy efficiency – Due to the heat being generated within the component energy transfer is extremely efficient. The induction heater heats only the part, not the atmosphere around it.
- Rapid temperature rise – High power densities ensure that the component reaches temperature extremely rapidly. Scale is reduced as are surface defects and undesirable effects on the surface metallurgy.
- Process consistency – The induction heating process produces extremely uniform consistent heat. This improves accuracy of the forging and can in extreme cases reduce post forging machining allowances and have a positive effect on die life.
- No harmful byproducts – Induction heating does not generate any environmental waste products and is a clean process as opposed to more traditional heating methods that generate smoke and toxic emissions.
+ Show more
- Show less
Specifications
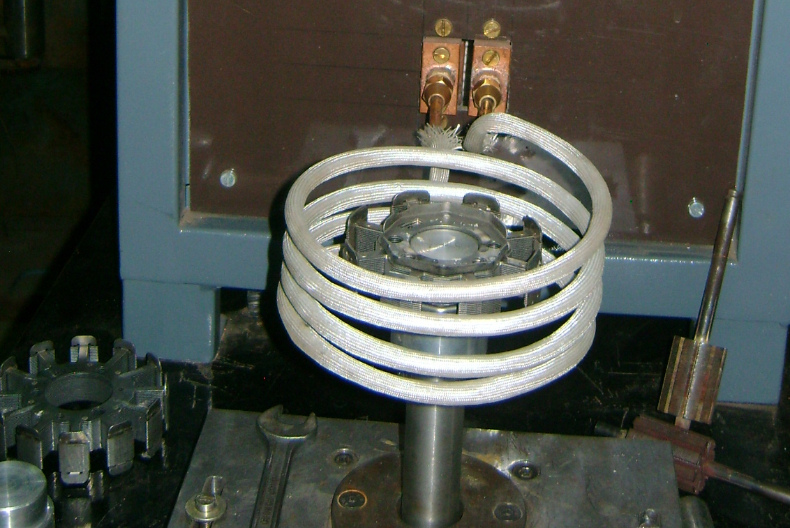
Induction Annealing Equipment
Product Detail


Induction Annealing Equipment
Annealing is most often used to soften a metal for cold working, to improve machinability, or to enhance properties like electrical conductivity.
In ferrous alloys, annealing is usually accomplished by heating the metal beyond the upper critical temperature and then cooling very slowly, resulting in the formation of pearlite.
In both pure metals and many alloys that cannot be heat treated, annealing is used to remove the hardness caused by cold working.
The metal is heated to a temperature where recrystallization can occur, thereby repairing the defects caused by plastic deformation.
In these metals, the rate of cooling will usually have little effect. Most non-ferrous alloys that are heat-treatable are also annealed to relieve the hardness of cold working.
These may be slowly cooled to allow full precipitation of the constituents and produce a refined microstructure.
Ferrous alloys are usually either "full annealed" or "process annealed". Full annealing requires very slow cooling rates, in order to form coarse pearlite.
In process annealing, the cooling rate may be faster; up to, and including normalizing. The main goal of process annealing is to produce a uniform microstructure.
Non-ferrous alloys are often subjected to a variety of annealing techniques, including "recrystallization annealing", "partial annealing", "full annealing", and "final annealing".
Not all annealing techniques involve recrystallization, such as stress relieving.
+ Show more
- Show less
Specifications
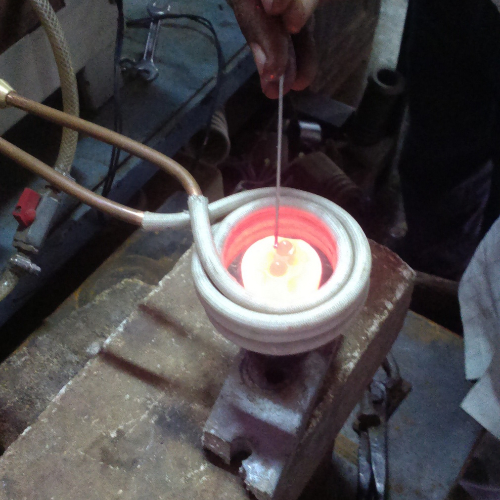
Induction Hardening Equipment
Product Detail
Induction Hardening Equipment
Induction hardening is a surface hardening technique in which the surface of the metal is heated very quickly, using a no-contact method of induction heating.
The alloy is then quenched, producing a martensite transformation at the surface while leaving the underlying metal unchanged.
This creates a very hard, wear-resistant surface while maintaining the proper toughness in the majority of the object.
Case hardening is a thermochemical diffusion process in which an alloying element, most commonly carbon or nitrogen, diffuses into the surface of a monolithic metal.
The resulting interstitial solid solution is harder than the base material, which improves wear resistance without sacrificing toughness.
Case hardening is specified by hardness and case depth. The case depth can be specified in two ways: total case depth or effective case depth. The total case depth is the true depth of the case.
+ Show more
- Show less
Specifications
Brochures

Gallery(8)